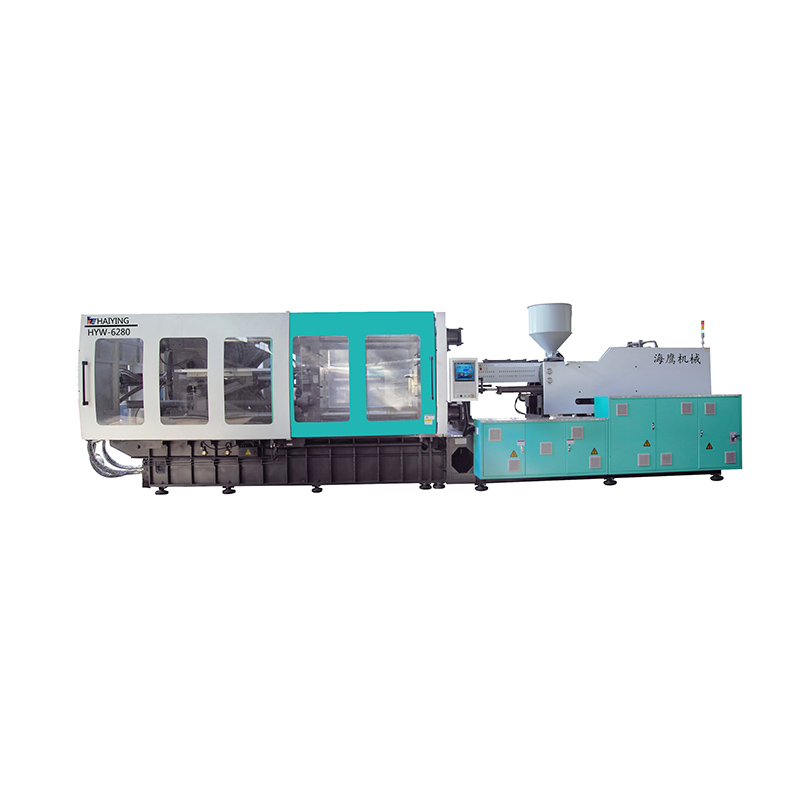
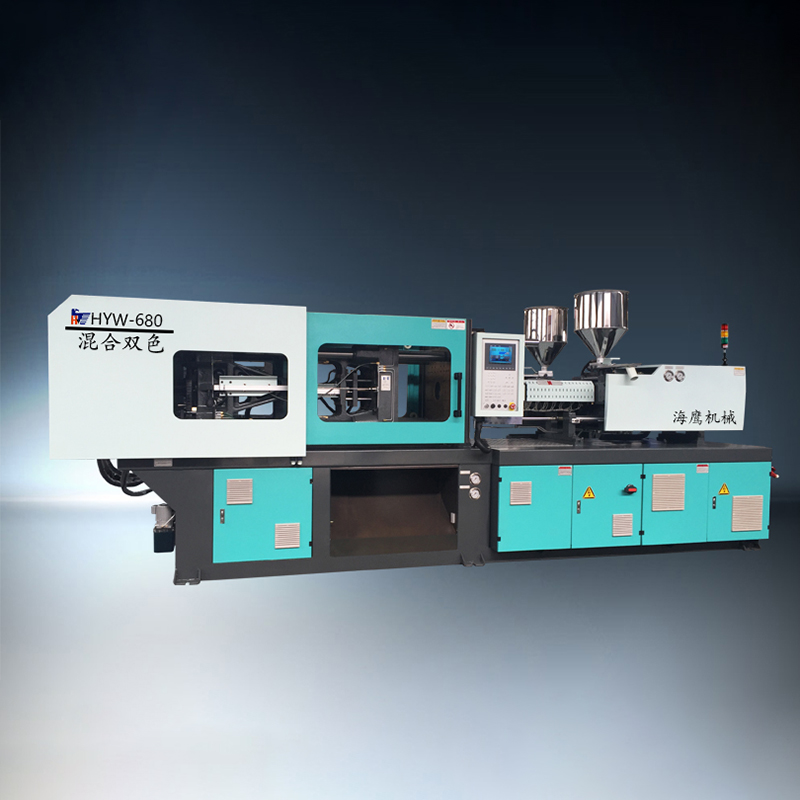
晋中精密节能注塑机生产厂家
发布时间:2024-01-30 00:41:33
晋中精密节能注塑机生产厂家
把锁模工作压力调到必须工作压力,从气压表上能够看到。比如大家必须120KG锁模工作压力,先把折臂式挺直,调整模貝薄厚,直至锁模工作压力在气压表上做到120KG后转到下一步。设置出模间距出模间距并不是越长越好,以取下商品不遇到为标准。留意设置出模缓存一定要依据出模速率而定缓存的长度,速率越快,缓存越长。出模慢速度段一般按底压逐渐部位来设置,留意,若有抽心、行位等,按模貝锁模部位提升5CM为好。模迅速部位一般在锁模一段运行就可以转到迅速锁模姿势,按塑料机精密度来明确迅速尾部位的尺寸,精密度越高,部位越小。一般设置在底压部位逐渐前20---40MM.
晋中精密节能注塑机生产厂家
塑料机在出厂情况下锁模的机械设备起点调节不合理。太靠前了,导致组织卡住,假如常常开不上模,要猜疑这一层面,要找生产厂家来调试。或是组织卡住。针对老设备并不是种状况的,要猜疑这类状况。一般,锁合模力调节过大,例如调到1700KG等习惯性不太好,例如长期不出模,系统软件转性等习惯性都不太好。这个问题的说到底是技术人员的调机习惯性难题,主要参数难题。解决方案很不便,要拆下来或松垮十字杆上的固定不动螺帽。锁模液压缸骨架密封毁坏渗油,导致具体出模工作压力提不上,这一缘故下看气压表没有用,要拆液压缸查验。出模继电器阀心健身运动欠佳,或被卡住了,阀心不及时。解决方法是拆继电器查验。

晋中精密节能注塑机生产厂家
油箱体积过小,排热总面积不足,制冷设备但其容积过小。按快放速率挑选汽油泵容积的变量泵提供的油系统软件,在工作中的时候会有绝大多数不必要的总流量在髙压下从调速阀溢回而发烫。系统软件中卸压控制回路发生常见故障或因未设定卸压控制回路,停止工作时汽油泵不可以卸压,泵的所有总流量在髙压下溢流式,造成溢流式损害而发烫,造成 升温。系统软件管道太细太长,弯折太多,部分工作压力损害和压损工作压力损害大。元器件精密度不足及安装品质差,相对速度间的机械设备磨擦损害大。相互配合件的相互配合空隙过小,或应用损坏后造成 空隙过大,内、外泄露量大,导致容量失大,如泵的容量高效率减少,升温快。
晋中精密节能注塑机生产厂家
要问为何?生产制造中发现异常时,这类状况一般是某一阶段发生了出现异常,在脑海中里过一遍很有可能产生的缘故。例如开裂,突然冒出的开裂,要想起开裂的缘故:油温机:接水阻塞跳电原材料:错加料干燥机设备跳电水部位占比不正确机器设备:工作压力转变 边角余料转变 (挤出机螺杆出现异常)模貝:崩模针断没润滑脂商品:(对板)夹线偏位出现缩水增加发光进胶口阻塞他们中间也是互相关系,依据他们的关联性开展剖析逐一查验机器设备标准、接水、原材料、模貝、设配,依据不一样的出现异常,查验的着重点不一样。调机,相匹配出现异常的缘故或找不着缘故开展调机,调机是做为终的处理方式应用。